گروه صنعتی لحیم سخت سیمبن
با استفاده از کاتر لوله یا اره برقی به طول دقیق طول مورد نیاز را برش دهید. تمام تیزی ها را با یک سوهان یا ابزار ساینده صاف کنید، اگرلوله بیضی شده است، باید با ابزار مخصوص به ابعاد و دایره مطلوب برسد.
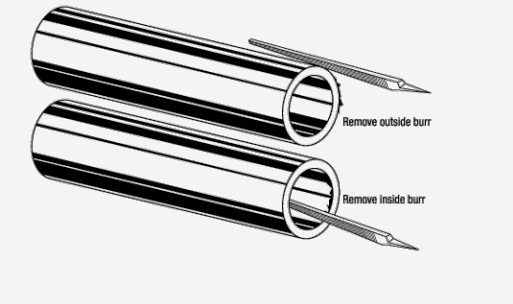
انتهای لوله و سطح داخلی اتصالات را تمیز کنید.
نواحی اتصال باید تمیز وعاری از آلودگی روغن، گریس یا اکسید باشد. سطوح را می توان با برس زدن یا سنباده برای لحیم کاری به درستی تمیز کرد.اگر روغن یا گریس وجود دارد، با یک حلال تمیز شود، به یاد داشته باشید که ذرات خارجی کوچک مانند گرد وغبار سنباده را با یک پارچه خشک تمیز پاک کنید. سطح اتصال باید کاملا تمیز باشد.
مطالعه این مقاله نیز پیشنهاد می شود:

۲ – آلیاژ لحیم کاری را انتخاب کنید
برای انتخاب سیم جوش لحیم کاری سخت، میتوانید به سایت شرکت سیمبن مراجعه کنید. هنگام لحیم کاری مس به مس، آلیاژهای خانواده فسفر دار توصیه می شود. این آلیاژها حاوی فسفر هستند و روی مس خود روان میباشند. هنگام لحیم کاری اتصالات برنجی یا برنزی، فلاکس نقره با این آلیاژها مورد نیاز است. هنگام لحیم کاری آهن، فولاد یا سایر فلزات آهنی، یکی از آلیاژهای لحیم کاری از خانواده های بدون فسفر را انتخاب کنید. از آلیاژهای حاوی فسفراستفاده نکنید زیرا اتصال شکننده ایجاد می شود . انتخاب فلاکس مناسب مهم است، زیرا فلاکس اسید های تشکیل شده درحین جوشکاری راجذب می کند و سیالیت فلز پرکننده را تقویت می کند. برای جلوگیری از باقی مانده فلاکس اضافی در داخل خطوط تبرید، یک لایه نازک از فلاکس را فقط روی لوله نر اعمال کنید.
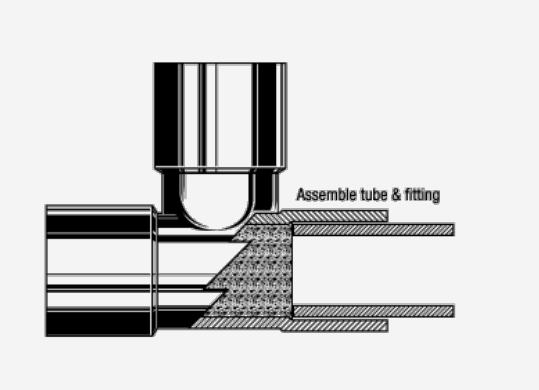
لوله را داخل فیتینگ قرار دهید و در صورت امکان، یک یا دو بار اتصال را روی لوله بچرخانید تا از پوشش یکنواخت اطمینان حاصل کنید.

۳ – لوله و اتصالات را مونتاژ کنید
انتهای لوله نر فلاکس خورده را در فیتینگ قرار دهید. برای اطمینان از قرار گیری لوله ها در موقعیت مناسب تا زمانی که آلیاژ لحیم کاری جامد شود، حمایت را حفظ کنید. پس از لحیم کاری بسته به اندازه ناحیه مفصل، حمایت را برای چندثانیه (یابیشتر)حفظ کنید.
اصول فنی در فرایند بریزینگ را قبل از انجام آن بدانید: اصول فنی در فرایند بریزینگ
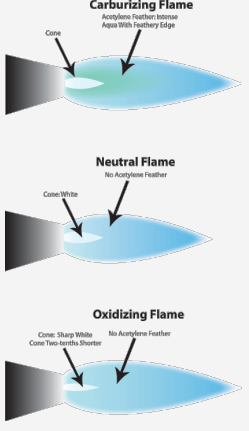
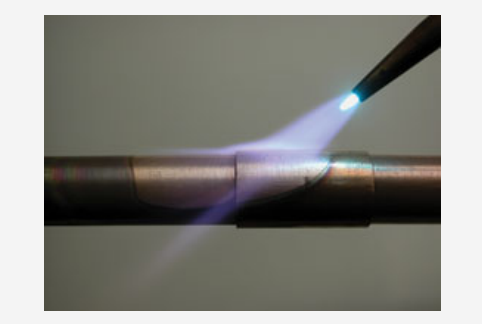
۴ – شعله مشعل را تنظیم کنید
اکسیژن/ استیلن برای اکثر کارهای لحیم کاری با استفاده ازگازهای اکسیژن – استیلن، باید از شعله احیا کننده یا خنثی استفاده شود. شعله خنثی دارای یک مخروط داخلی کاملاً مشخص است به نمودار مراجعه کنید. از شعله اکسید کننده اجتناب کنید. استیلن اضافی میتواند اکسیدهای سطحی مس را حذف کند. شعله اکسید کننده باعث میشود مس سطحی کدر یا سیاه شده داشته باشد. استفاده از سیستم گاز فلاکس ( شعله سبز ) باعث بهبود سیالیت فیلر متال و نیز اکسید زدایی از فلز پایه میشود، و به شدت توصیه میشود.
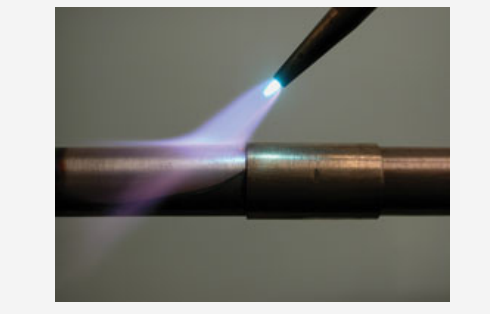
۵ – گرم کردن ناحیه اتصال
با مشعل شروع به گرم کردن لوله کنید، ابتدا شعله را در نقطه ای درست در مجاورت اتصال قرار دهید. قبل از اعمال فلز پرکننده لحیم کاری، شعله را به طور متناوب در اطراف لوله و ناحیه اتصال حرکت دهید ، تا هر دو به دمای لحیم کاری برسند.
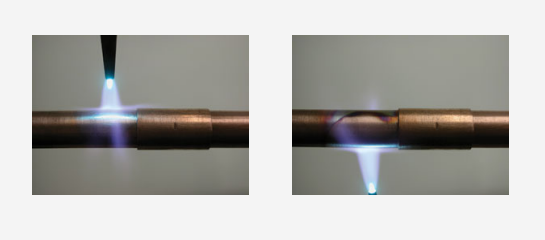
هنگامی که از فلاکس جوشکاری استفاده می شود، راهنمای دمایی خوبی خواهد بود. حرارت دادن لوله را تا زمانی ادامه دهید که فلاکس از محدوده دمایی ذوب عبور کند و کاملاً سیال و شفاف شود و ظاهر آب شفاف را پیدا کند.
شعله را از ناحیه اتصال به سمت لوله هدایت کنید و حرارت دهید تا فلاکس باقی مانده در ناحیه اتصال نیز کاملاً سیال شود.
شعله را در امتداد محور اتصال، لوله و فیتینگ مونتاژ شده به جلو و عقب بکشید تا گرمای یکنواخت را در هر دو قسمت به دست آورید و حفظ کنید.
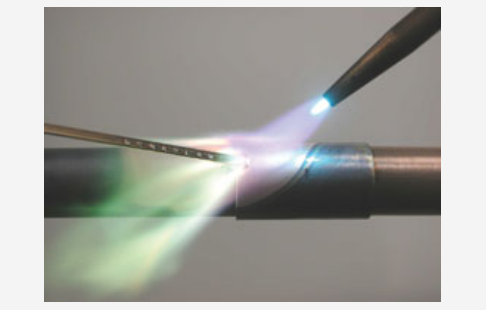
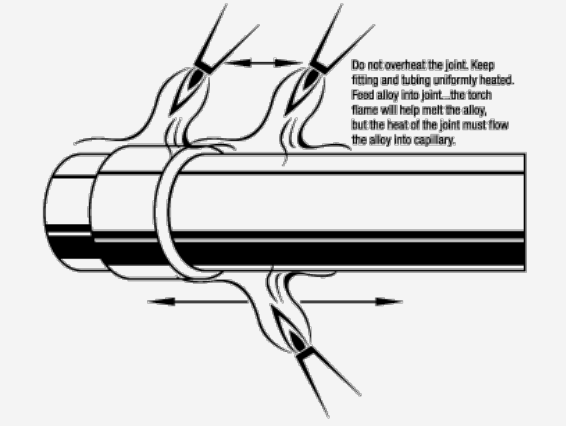
۶ _ سیم جوش را اعمال کنید
آلیاژ را به محل اتصال بین لوله و اتصالات وارد کنید. فقط پس از گرم شدن فلزات پایه تا دمای لحیم کاری باید سیم جوش اعمال شود. در آن زمان، شعله ممکن است به طور لحظه ای تا نوک فلز پرکننده اعمال شود تا فرآیند ذوب آغاز شود. همیشه اتصالات و لوله را با پخش شعله روی لوله و اتصالات گرم نگه دارید تا مذاب به داخل اتصال کشیده شود. پس از پر شدن محل اتصال، تغذیه آلیاژ لحیم کاری را ادامه ندهید. اعمال سیم جوش اضافی ، کیفیت لحیم کاری را بهبود نمی بخشد و باعث هدر رفتن مواد می شود. هنگام ساخت اتصالات آلیاژی عمودی ابتدا لوله را گرم کنید، سپس حرارت را به ناحیه اتصال اعمال کنید. مهم است که هر دو قطعه را به دمای یکنواخت برسانید. شعله را به سمت اتصالات نگه دارید. اگر لوله بیش از حد گرم شود، آلیاژ لحیم کاری ممکن است به جای اینکه وارد محل اتصال شود، روی لوله جاری می شود. هنگام جوشکاری اتصالات افقی، ابتدا محیط لوله را گرم کنید و سپس حرارت را به اتصالات اعمال کنید .
۷ – بعد از لحیم کاری تمیز کنید
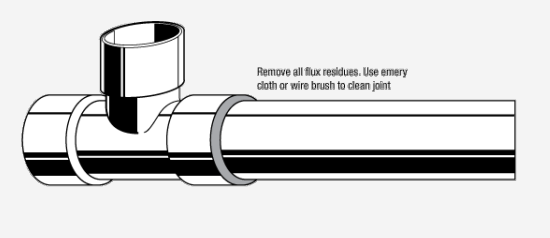
تمام بقایای فلاکس باید تست فشار حذف شوند. بلافاصله پس ازانجماد آلیاژ لحیم کاری، با آب گرم و پارچه مرطوب، بقایای فلاکس را از بین ببرید. در صورت لزوم از پارچه سنباده یا برس سیمی استفاده کنید.
برای دریافت اطلاعات بیشتر در مورد انواع سیم جوش نقره و قیمت روز آن می توانید به این صفحه مراجعه کنید: سیم جوش نقره